Wayne Kuchtyn
|
|

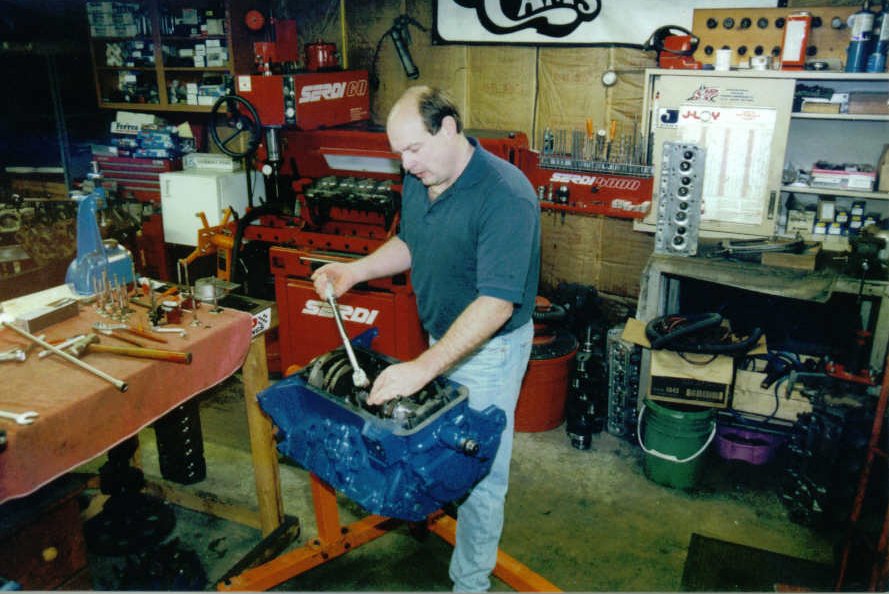
1968 - 428 CID Ford short block assembly being checked for piston to deck clearance. This is important for compression ratio calculations. |
After the short block is assembled the final torque sequence is completed and rechecked before the oil pan is installed. |


At Headwinds all boring is done on a Sunnen CV 616 Boring Station with torque plates. Taper within .0002. |
|

C-460 Pro Stock head being rough ported, flow data will be checked. Cylinder Bore is scribed for chamber contour and for de-shrouding on deck surface. #3 chamber has valve job done for flow curve. |

Once the test port is completed and optimum flow is obtained, grinding and matching to other ports is started. |
|
At Headwinds all milling and block decking is done on Peterson RP 1200 Mill. Aluminum is cut with poly crystal diamond and cast iron is done with C.B.N. cutters. |
|
Back to Previous Page
Back to Main Page